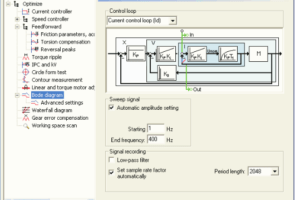

基于Fanuc数控系统的偏心磨床电气控制方案
随着社会的高速发展,在机器人、医疗服务和航天航空等高速发展的新兴产业的需求下,我们需要一种传输平稳、结构紧凑,传动功率大、噪音小的高性能精密减速器。精密减速器使伺服电机运转在一个合适的速度,同时精确地将转速降低到机器人各部位所需要的速度,提高机械刚性,并输出更大的力矩。其中RV减速器具有质量轻、体积小、功率大、动链短和易于控制等特点,被大量运用在关节型机器人的减速机构中。在RV减速器中关键性的零件是需要磨削加工的。其中偏心零件磨削加工至关重要。鉴于传统夹具磨削校调困难,加工精度不易保证,专用夹具制造难度大,使用单一等缺点,本课题研究对偏心外圆的加工策略将不再使用传统的偏心夹具来实现。本课题将基于Fanuc数控系统使用切点跟踪磨削的方法来加工偏心零件。其工作原理是通过控制工件的旋转运动轴和砂轮的横向进给运动轴,使砂轮外圆与工件被加工表面轮廓始终相切,从而实现了对非圆表面和偏心圆的磨削加工。本文中对切点跟踪磨削的理论算法进行推导,研究了数控系统的硬件组成,PLC控制程序,在FANUC数控中进行了人机界面开发,使用C语言将切点跟踪算法写入数控程序中,在实际机床上进行加工,其圆柱度可以控制在0.002mm之内,偏心距误差在0.002mm之内,满足了用户的需求。相信本论文的研究也可以在其他异形类零件的切点跟踪磨削轮廓精度的电气控制方案中有重要借鉴意义。
详细学习内容,请下载文档学习
声明:
本资料来源于网络,请尊重作者著作权,仅供学习参考使用,不能够用于商业用途。
声明:本站所有文章,如无特殊说明或标注,均为本站原创发布。任何个人或组织,在未征得本站同意时,禁止复制、盗用、采集、发布本站内容到任何网站、书籍等各类媒体平台。如若本站内容侵犯了原著者的合法权益,可联系我们进行处理。